
工业
流动性
您的精准解决方案
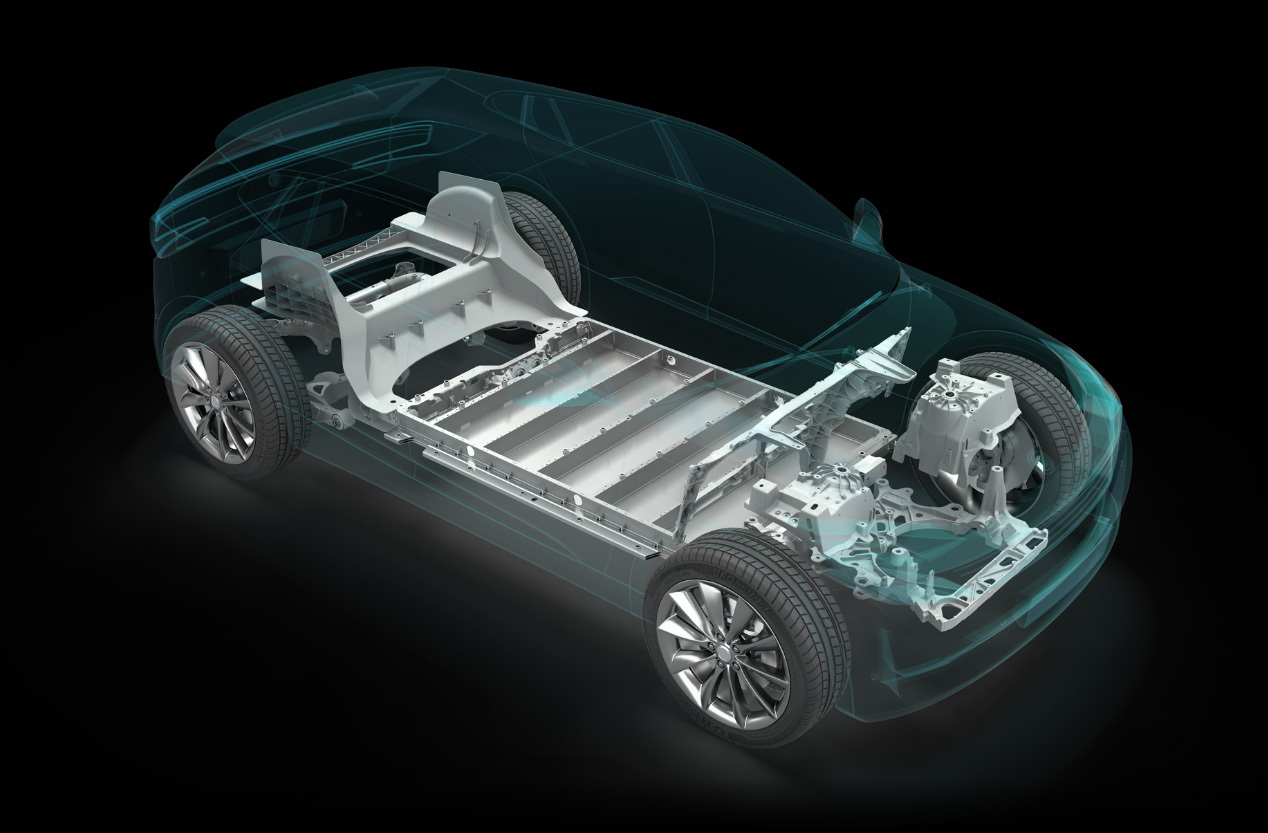
专注于全球电动和传统动力汽车市场的推进系统、结构和底盘系统、能源存储及发电。.
- 区域移动出行业务部门是垂直整合的运营部门,集轻金属铸造、锻造、机械加工和装配领域的专业知识于一身。.
- Linamar结构集团为全球移动出行市场提供具有竞争力的轻量化创新产品,服务于安全关键型零部件和系统。.

推进
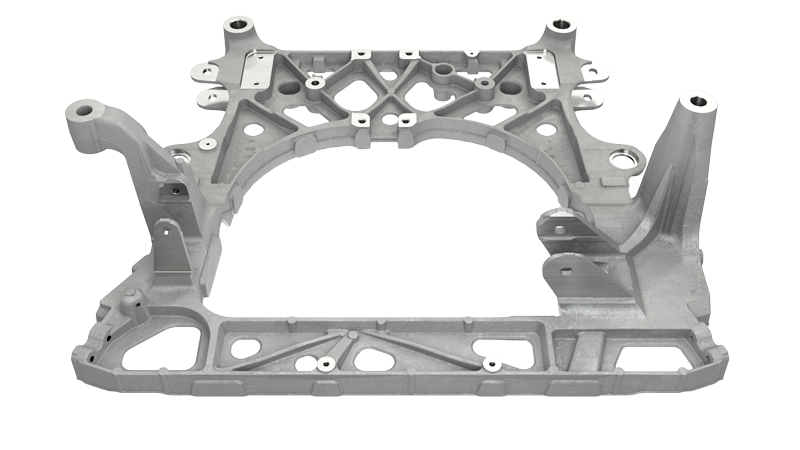
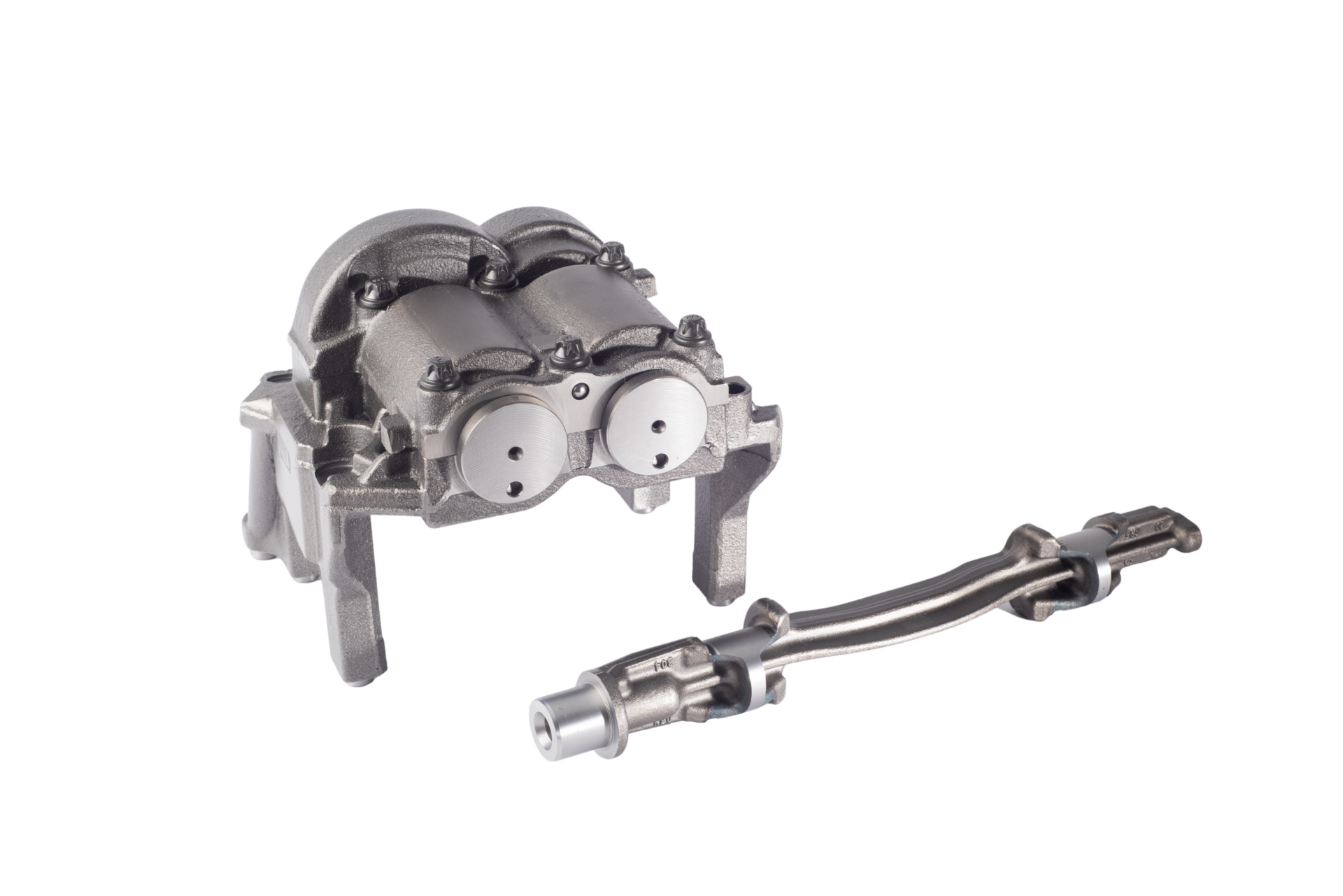
前托架
1 颗粒/2滑块 LPM LPDC 铸造机
相关流程
- 取芯
- 铸造
- 拉直
- 机械加工
- 装配

前指关节
每个骰子2份 LH/RH 倾斜浇注 LAS 重力台
- 相关流程
- 取芯
- 铸造
- 拉直
- 机械加工
- 装配
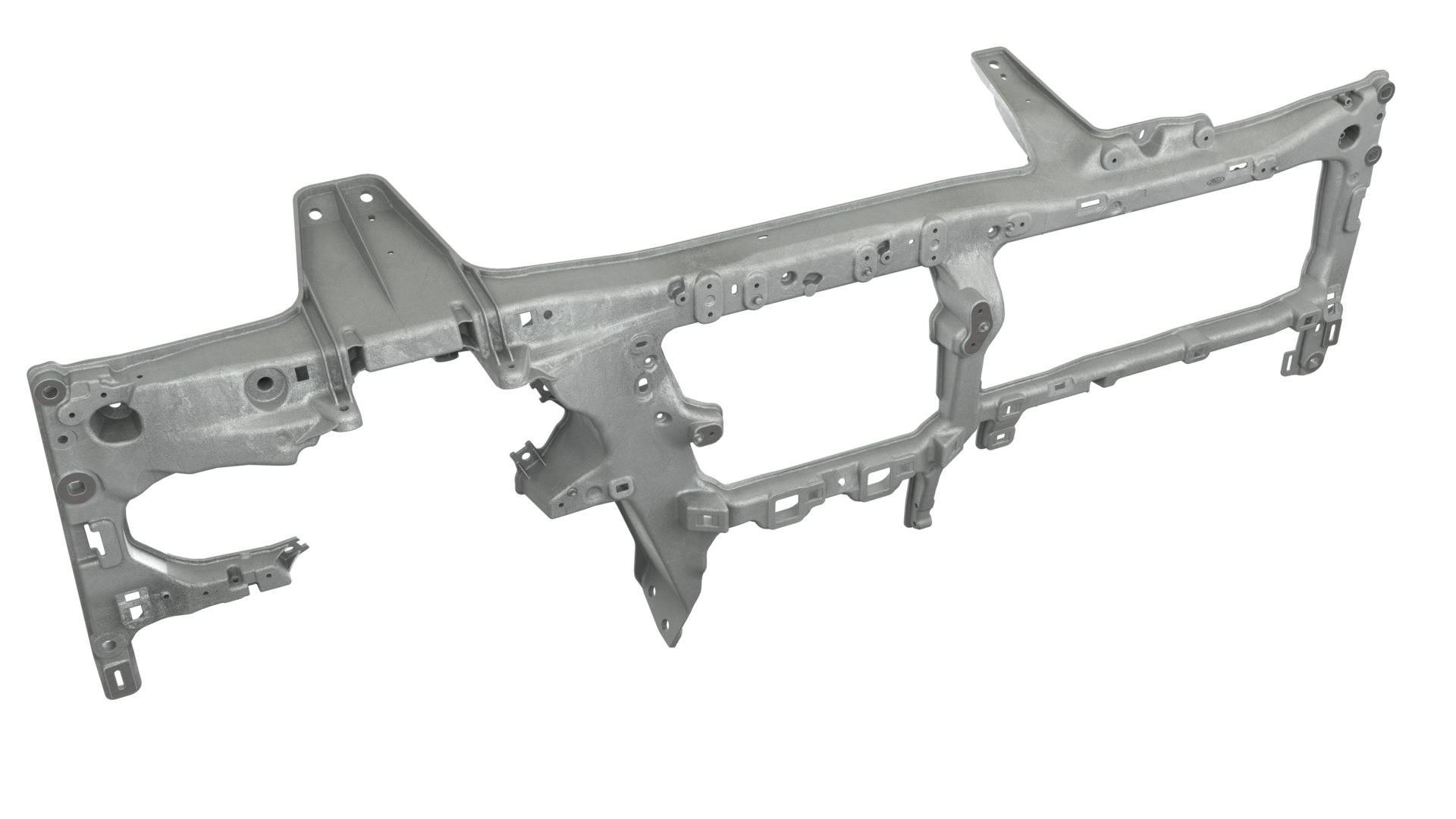
横梁
每模具2件 Bühler Carat 4400T - 镁
相关流程
- 铸造
- 热处理
- 拉直
- 机械加工
- 装配
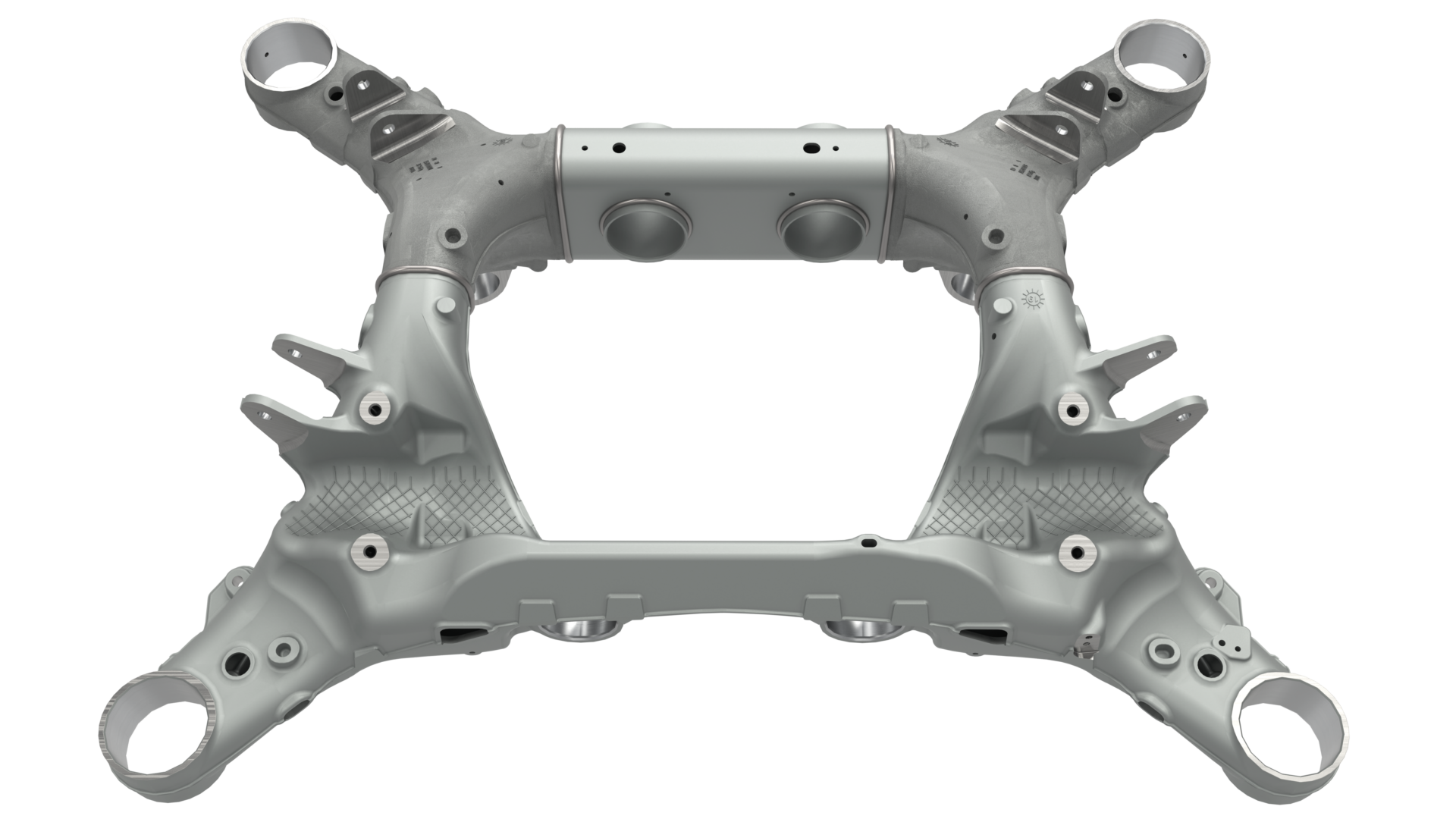
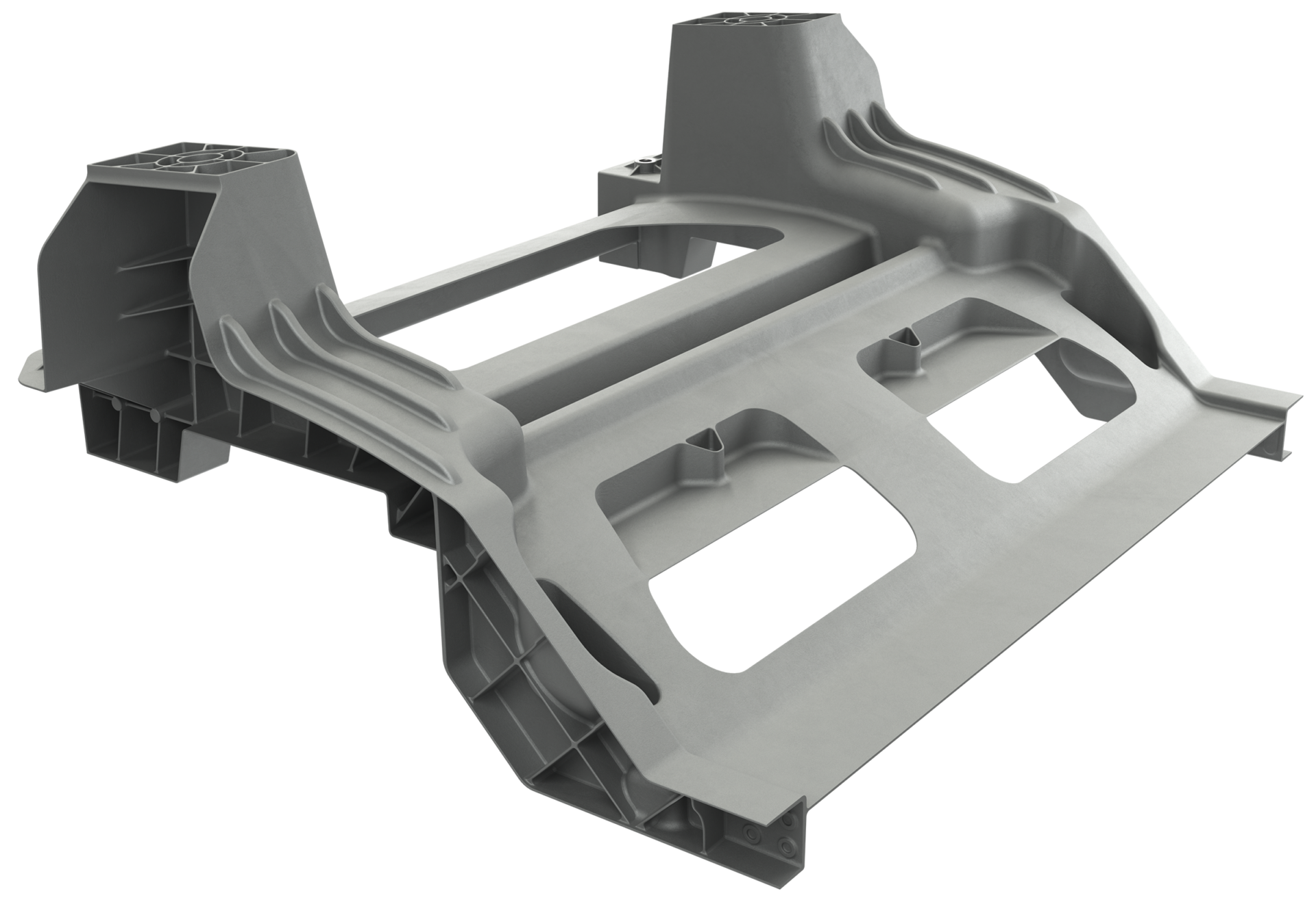
后副车架
横梁:每模 1 个 GIMA LPDC 机 节点:每模最多 4 个 / LPM LPDC 机(2m x 2m x 3m)
相关流程
- 取芯
- 铸造
- 拉直
- 机械加工
- 装配
车身底部后部
1 个潜在的模具 (GE2) / 3 个大滑块 Bühler Carat Giga 6100T - 铝
相关流程
- 铸造
- 热处理
- 拉直
- 机械加工
- 装配
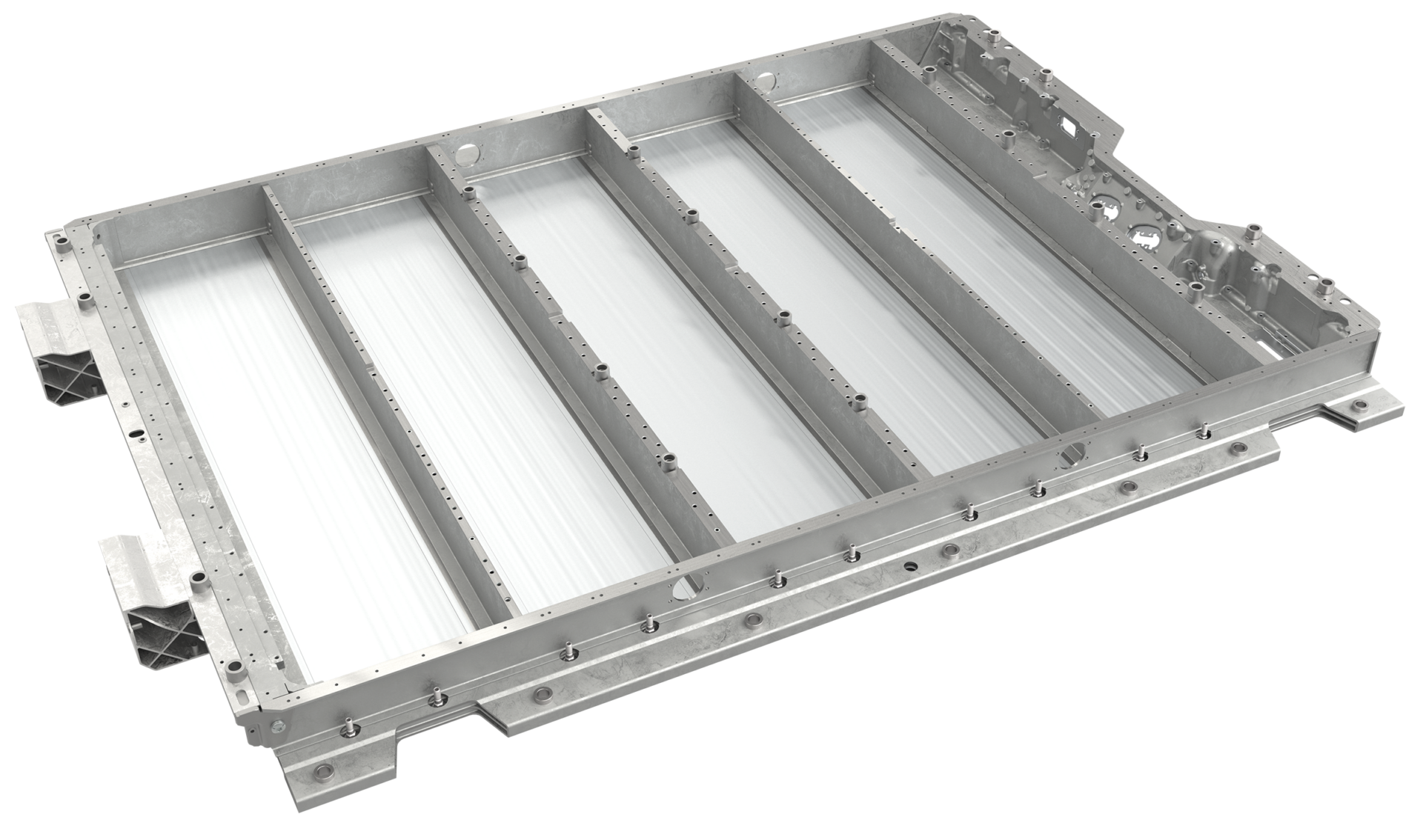
电池外壳
电池外壳的全部功能涵盖:BEV/PHEV/HEV
主要优势
- 各种铸造和装配解决方案的全垂直整合
- 内部产品设计、测试和模拟能力
- 轻量化设计以提高效率
- 面向大规模生产和零件整合的产品优化
- Linamar 的先进制造精度带来了严格的质量标准
- 粘合与密封
- 精密加工
- 泄漏测试
- 腐蚀缓解
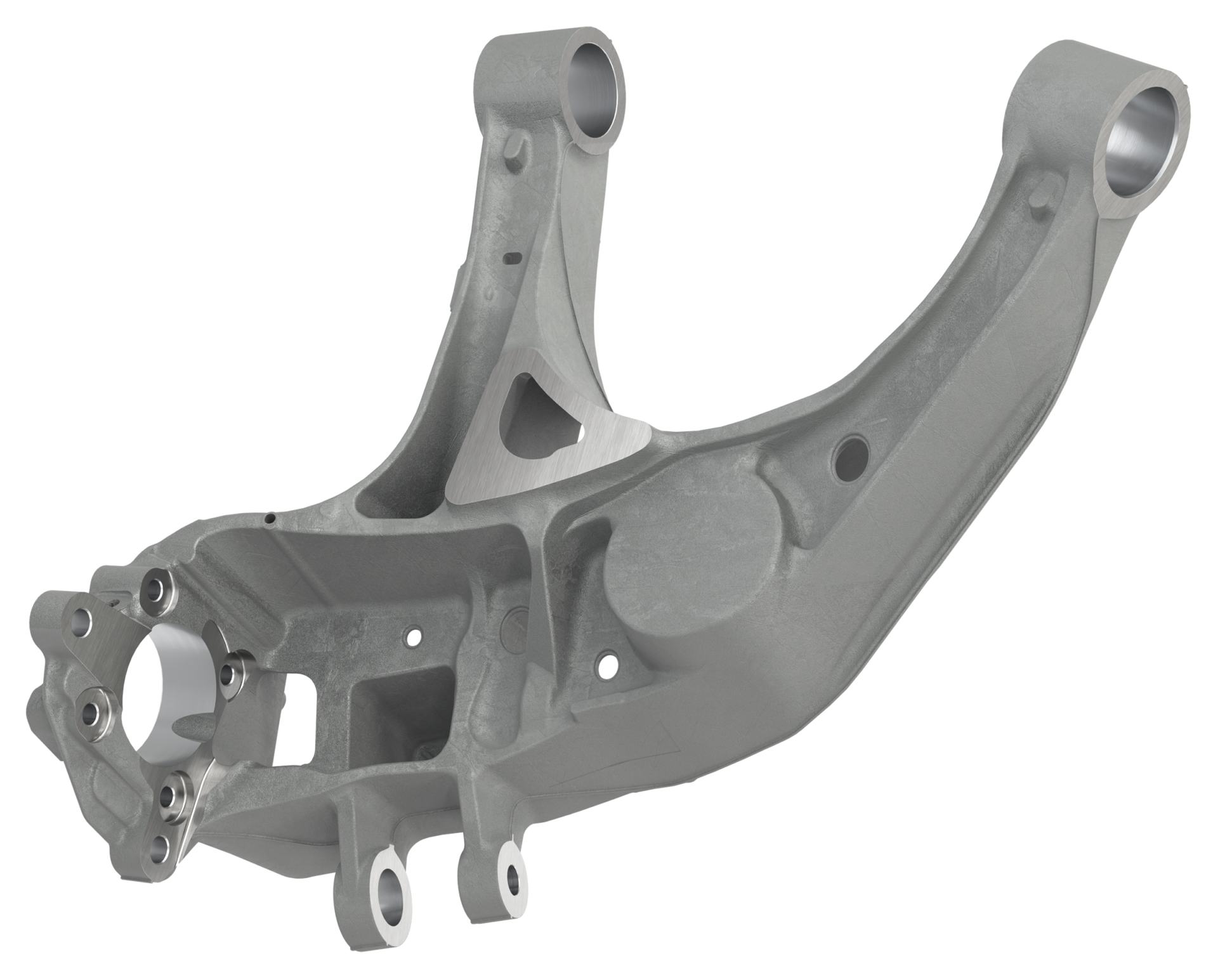
半拖臂
每个骰子 2 个 LH/RH PRC/VRC 铸造机 Gen3
相关流程
- 取芯
- 铸造
- 拉直
- 机械加工
- 装配
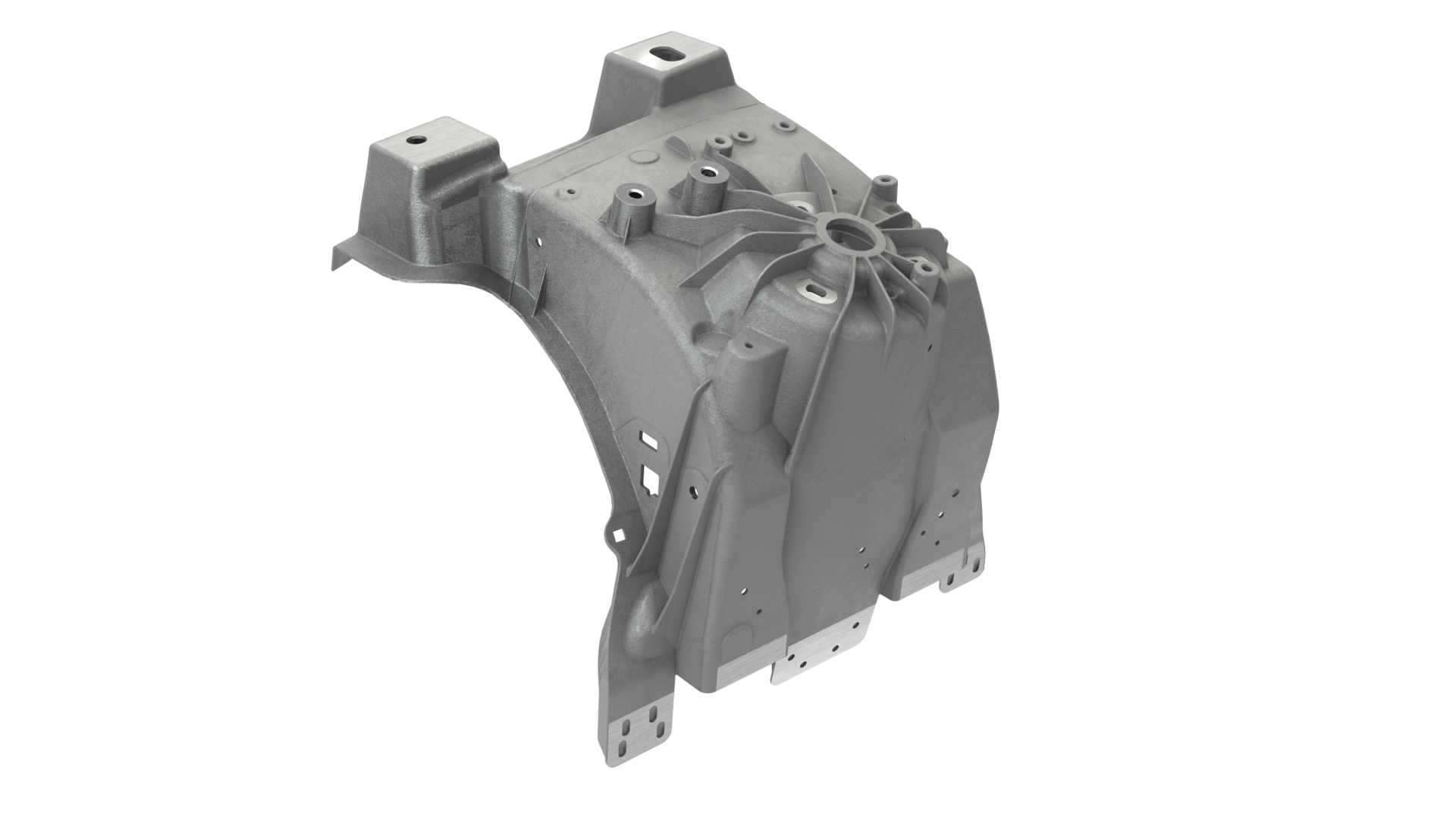
震荡塔
每个模具2个-左/右 Bühler Carat 2200T - 铝
相关流程
- 铸造
- 热处理 – T5
- 拉直
- 机械加工
- 装配
传动系统

FlexForm
4型氢气罐/最高700巴工作压力
- 可适应油箱,可配置以适应车辆内的不规则空间
- 连续制造工艺,创造出可折叠的设计,可提供出色的包装灵活性
- 腔室的长度和直径可以变化,以优化可用空间的使用
- 同一应用程序中可以使用不同配置的多个罐体
- 坦克使用专用OTV和行业标准的电子控制
主要优势
将氢气罐安装到现有的、常见的推进器类型组合中,例如:
- 电池托盘
- 在车架导轨之间
- 备胎舱
- 专为批量生产而设计
- 与圆柱形传统储罐相比,在给定空间内可以储存更多的氢气。
• 15% -25% 的效率提升,标准空间内可额外提供高达 50% 的存储空间
不规则包装信封
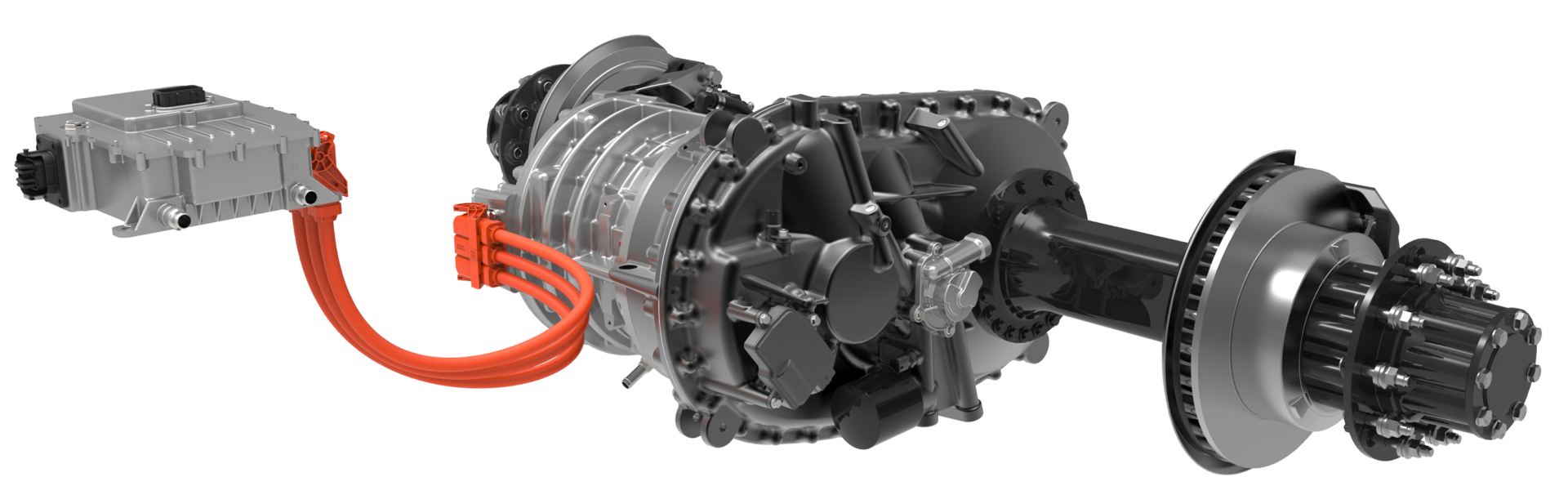
eMD15
专为五年级和六年级设计
- 强制润滑带可维修过滤器
- 可选电动驻车锁
- 高效单速变速器
- 可定制的轨道宽度
- 可适配首选轮端和制动器

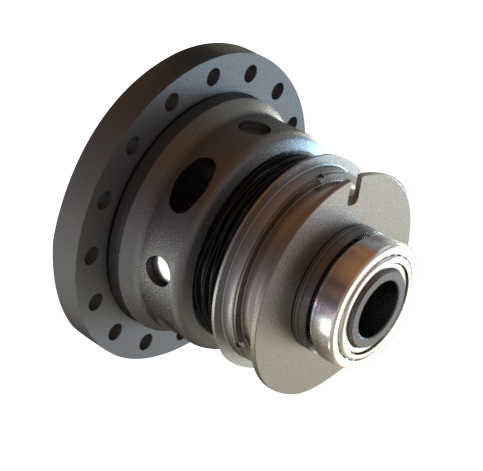
嵌套差速器
适用于所有汽车内燃机和电桥传动系统应用
- 低断接状态的噪声和由于旋转次数减少而导致的阻力
组件而非竞争性架构 - 与其它类型的断开架构相比,对包装和质量的影响更小
由于差速器和变速箱集成
电子限滑差速器
全锁止差速器,适用于越野和低牵引力路况
- 驾驶员控制仪表板开关
- 完全集成到车辆架构中
- 自动解除速度高于某一阈值
- 带机械解锁的机电执行器
- 适用于大多数车轴设计(电动或常规)
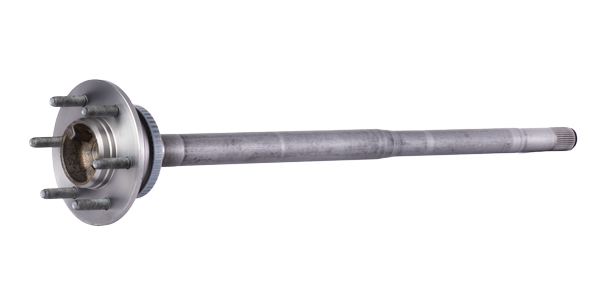
RDM/车桥/IDS
焊接齿圈,带研磨齿
- mLSD 选项
- 选择适用于 NVH 和效率的Shim垫片和轴承
- 用于高性能运行的可选被动散热器

标准双曲齿轮差速器
用于优化NVH和耐久性的研磨级斜齿轮
- 锻造和冷冲压齿面修形锥齿轮,具有可选垫片,可优化 NVH 和耐久性
- 焊接式双曲线齿轮差速器,专为紧凑和轻量化优化设计
- 优化铸造以获得最低成本和最佳焊接性
- Belleville 垫圈用于零松弛和/或 WED 的可控阻力矩
阶梯行星(差速器和齿轮系统)
轴向紧凑型设计,可实现电动机直接输出10倍以上的传动比
- 为优化NVH和耐久性而锻造和冷镦的锥齿轮
- 优化设计,实现兼顾成本效益的铸造、制造和装配
- 选择垫片以适应斜齿和阶梯行星齿轮,以优化 NVH 和耐用性
- 低阻力NRB驱动的行星磨盘齿轮,优化NVH、耐久性和高效率
动力总成
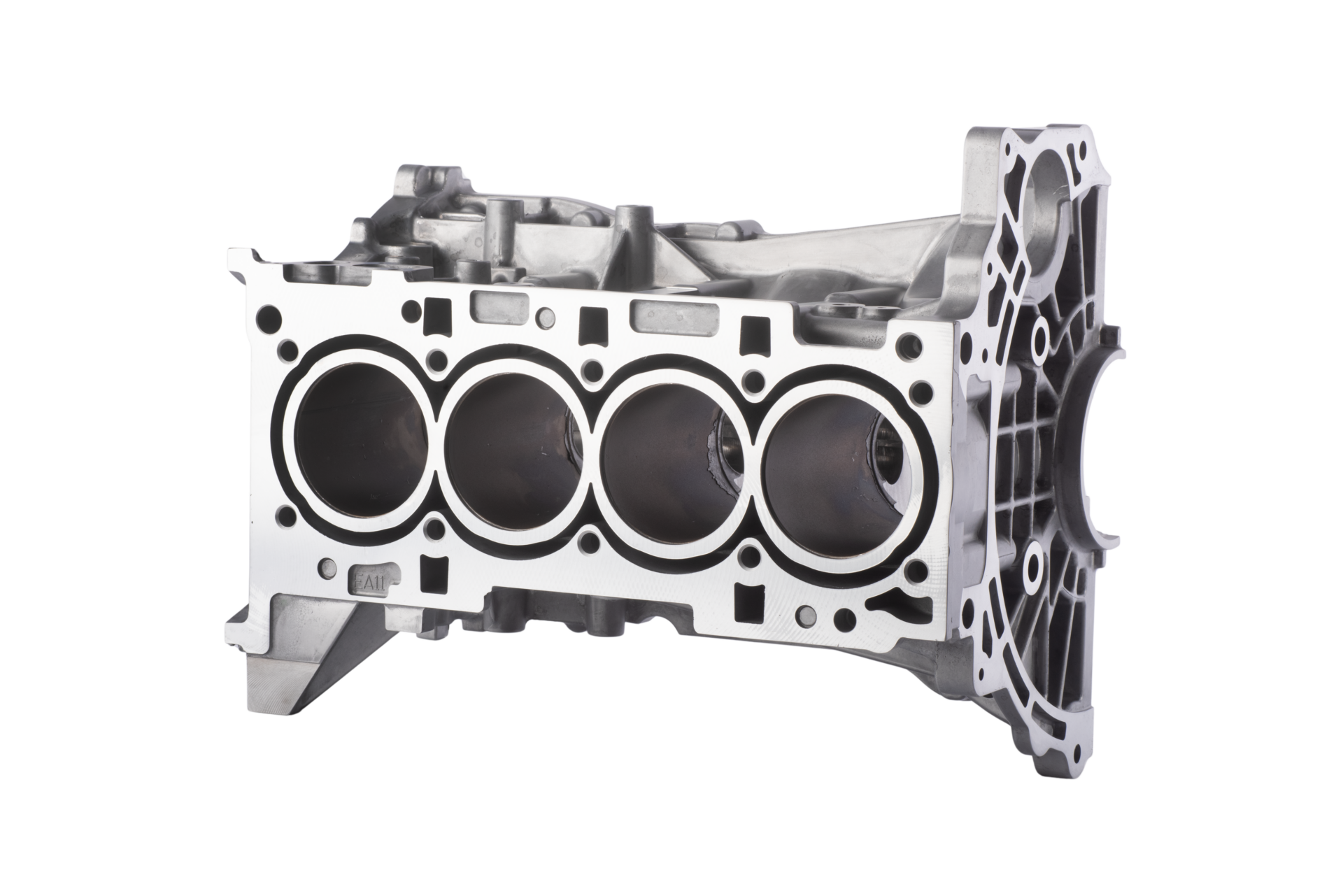
缸盖和缸体
铝和铸铁
- 超级立方体,精加工,组装和测试
- 完整的车身设计与工程能力 – 迈凯伦
- 五轴数控加工

连杆
项目经理,C70,铸造和锻造
- 断裂剪切和锯切
- 用螺栓、衬套和轴承组装

凸轮轴
模具液压成形 / 顺序液压成形
- 年产能超过 1300 万台,生产能力广泛,分布于北美、欧洲和亚洲
- 可生产铸造凸轮轴、坯料凸轮轴和轻质组装凸轮轴(顺序和模具相关液压成型)
- 内叶锻造操作
- 拥有所有凸轮轴材料类型的丰富加工经验
模具液压成形
- 压入式联接形式与摩擦
- 所有组件一步到位
- 冷成型特征适用性(六边形、座、刀具间隙等)
顺序液压成形
- 基于摩擦的压配合
- 每个组件的独立加入压力
- 组件几何形状和体积的高度灵活性
平衡轴
内部齿轮制造
- 完成我们流程中的传输错误检查
- 分析与测试
- 发动机集成、设计与测试